| 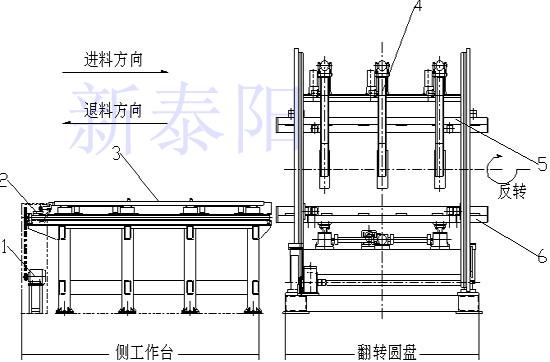
1.驱动电机 2.送料小车 3.活动台板 4.侧挡 5.上横梁 6.夹紧梁
1.2 工作流程:
自动翻板机整体上分为侧工作台部分和翻转圆盘部分。侧工作台部分主要包括驱动电机和送料小车,用来完成送料或取料任务;翻转圆盘部分主要包括夹紧梁、侧挡和翻转圆盘,分别由液压马达和液压油缸来驱动,用来完成夹紧和翻料任务。
自动翻板机的工作流程是:物料由侧工作台送入翻转圆盘,夹紧梁向下夹紧物料后进行翻转,达到合适位置时,停止翻转,撤销夹紧,仍由侧工作台将物料取出、运走。
对系统的功能要求是:能够根据物料吨位的不同适当的调整夹紧力的大小,确保物料能够被可靠地夹紧、翻转;能够方便地进行参数设置、手动调试;具有实时监控功能。
2 控制系统的组成及程序设计
2.1 控制系统组成
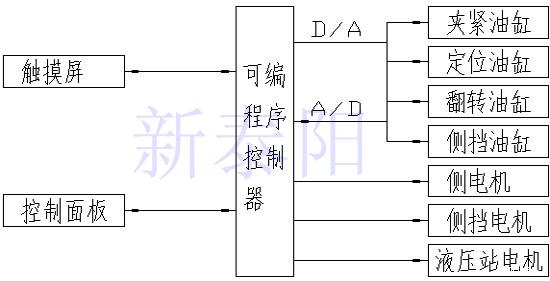
图2 控制系统组成
触摸屏和控制面板做为人机交互界面,其中触摸屏通过RS485数据接口与PLC进行通讯,为操作人员提供方便的在线监控、参数输入以及手动调试功能;模拟量输入、输出模块(A/D、D/A)通过其侧面的数据线与PLC相连接,在自动翻板机工作时,时刻检测液压系统的压力和温度,用来控制液压元件在一定的温度环境下,按照设定的压力值完成预期的动作;PLC是整个控制系统的核心部分,主要负责开关量信号的输入、输出控制,模拟量数据的计算处理以及触摸屏信号的响应;另外PLC还通过数据线与扩展模块相连接,扩充了控制系统的输出点数。
2.2 系统的程序设计
自动翻板机设计为手动和自动两种工作模式,可以在控制面板上进行两种模式的自由切换
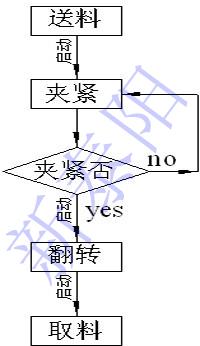
图3
手动工作模式主要用来调试设备,检测翻板机各机械部分的运动协调状况;在触摸屏上为分别每个运动机构设置了启动按钮,直接操作这些按钮就可以实现对应部分的点动动作。自动模式是自动翻板机的正常工作模式,也是程序设计的关键所在。在设计这一工作模式时,我们将系统的整个自动工作过程划分成若干阶段,每个阶段都独立完成一部分的工作,然后再由PLC将各个阶段按照一定的顺序有机的结合起来,构成完整的自动程序。这样做的目的:一是有利于程序的编制,增加程序的可读性,尤其是为将来设备调试和维修提供方便;二是确保翻板机的各个工作环节更加安全、更加可靠。实践证明,这个办法确实行之有效。自动工作流程如图所示。
下面就以夹紧阶段为例来说明自动翻板机系统的程序设计。夹紧是确保整个自动工作顺利进行的关键所在,故将这一工作单独划分为一个阶段来玩成。进行夹紧之前,在触摸屏上设定相应大小的压力值,由PLC对设定的数值进行处理;D/A模块把处理的结果转化为电压信号,输出给比例阀或比例泵,完成液压系统的压力或流量设定。在夹紧过程中,PLC控制A/D模块对液压系统的实际工作压力进行实时检测,并同时与设定的压力值进行比较,当达到预设的压力值时,夹紧动作就自动停止,然后向下一阶段发出夹紧完成信号。其他阶段的设计思路与夹紧阶段类似,这里不再赘述。
另外,由于液压系统的长时间工作或者周围空气环境的变化,必然会导致液压油的温度发生变化,所以自动翻板机还需要具有温度检测与自动调节功能,以保证液压元件正常工作。这部分工作由A/D模块来完成,当检测到油温超出设定的温度范围后,自动启动相应的温度调节装置,使液压系统温度控制在一定范围之内。
在自动翻板机中使用PLC进行控制,具有安全性高,稳定性好,易于控制和调试等诸多优点;同时,用PLC对触摸屏进行控制,不仅实现了对设备运转的实时监控,更重要的是提供了人机交互界面,使后台的程序控制转化为直观的按钮操作,极大的方便了操作人员的使用。 |